API 6D ASME B16.34 API 607 CE 3” 1500LB F22 Alloy Steel Body 304 Stainless Steel Seat Hard Seated RF Flanged Gear Operated Double Block and Bleed (DBB) Trunnion Mounted Ball Valve
Product Attribute: Port Size: DN15~DN600 Pressure Rating: Class 150~Class 2500 Design Standards: API 6D, ASME B16.34, ISO 17292, API 608 Body Material: A105, LF2, F22, F304, F316, Duplex Steel Seat Material: 304, 316, Hard Metal, PEEK, PTFE End Connections: Flanged RF/RTJ, Butt Weld, Socket Weld Actuation: Manual, Gear Operated, Pneumatic, Electric Sealing Type: Hard Seal, Metal-to-Metal Test Standards: API 598, API 607, API 6FA, ISO 5208 Compliance Certifications: ISO 9001, API Q1, CE, NACE MR0175
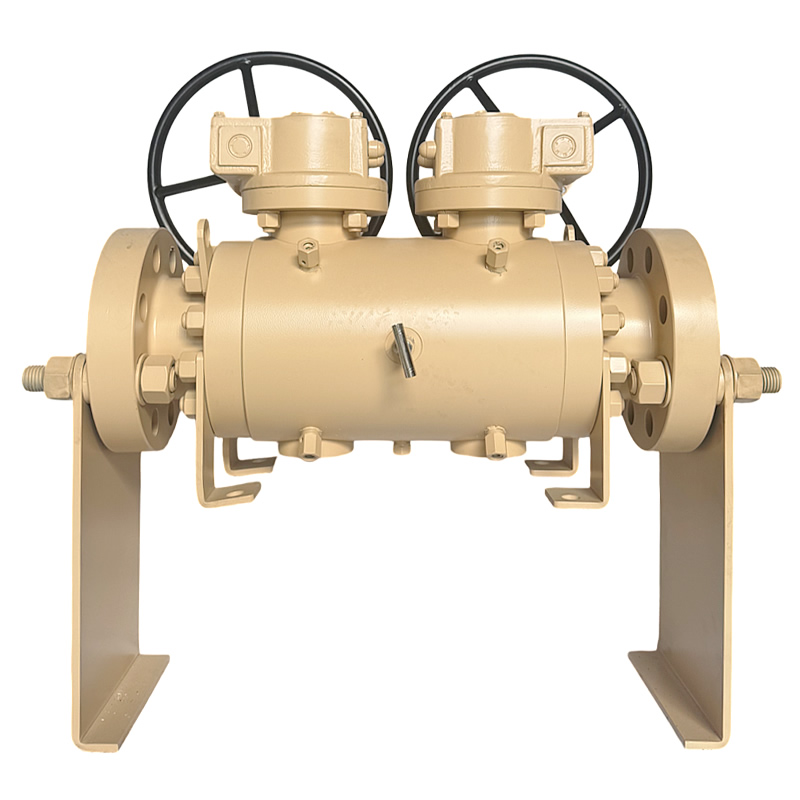
API 6D ASME B16.34 API 607 CE NACE MR0175 Certified 3” 1500LB F22 Alloy Steel Body 304 Stainless Steel Seat Hard Seated RF Flanged Gear Operated Double Block and Bleed (DBB) Trunnion Mounted Ball Valve by TIANYU
I. Product Overview & Core Specifications
The TIANYU Double Block and Bleed (DBB) trunnion mounted ball valve represents a pinnacle of high-pressure, critical-service fluid control engineering, purpose-built for the most demanding oil and gas, petrochemical, and industrial pipeline applications where absolute isolation, safety, and reliability are non-negotiable. With a nominal size of 3” (DN80), this valve is optimized for medium-flow, high-pressure pipeline systems, delivering a compact yet robust footprint tailored for extreme operating conditions. Rated for a pressure class of 1500LB, it operates reliably at a maximum working pressure of 25.86 MPa (3750 PSI), making it the definitive solution for high-pressure isolation, maintenance, and safety applications in upstream, midstream, and downstream industrial infrastructure.
The valve body is constructed from F22 alloy steel (ASTM A182 F22), a premium chromium-molybdenum (Cr-Mo) alloy engineered for exceptional high-temperature strength, creep resistance, and mechanical durability in extreme pressure environments. Conforming to ASTM A182 standards, F22 exhibits a minimum tensile strength of 485 MPa, a yield strength of 275 MPa, and excellent toughness at elevated temperatures up to 593°C (1100°F), enabling it to withstand cyclic pressure fluctuations, thermal shocks, and mechanical stress in high-pressure steam, hydrocarbon, and process fluid systems. This material choice ensures the valve maintains structural integrity even in the harshest operating conditions, including refinery hydroprocessing, high-pressure natural gas transmission, and offshore drilling operations, while its weldability and machinability simplify installation and retrofitting into existing high-pressure pipeline networks.
Complementing the robust F22 alloy steel body, the valve seats are fabricated from 304 stainless steel (AISI 304), a versatile austenitic stainless steel renowned for its exceptional corrosion resistance, dimensional stability, and wear resistance in hard-seated valve applications. With 18-20% chromium and 8-10.5% nickel content, 304 stainless steel forms a passive oxide layer that protects against oxidation, pitting, and crevice corrosion in mild corrosive environments, including exposure to crude oil, natural gas, steam, and neutral process chemicals. The hard-seated design, featuring precision-machined 304 stainless steel seats, delivers a metal-to-metal seal compliant with ANSI/FCI Class IV leakage standards, ensuring reliable shutoff in high-temperature, high-pressure, and abrasive fluid applications where soft-seated materials would degrade or fail. The seats are engineered with a spring-loaded design to maintain constant contact with the ball, compensating for thermal expansion, contraction, and wear over time to ensure a consistent seal throughout the valve’s service life.
For seamless integration into high-pressure pipeline systems, the valve features a raised face (RF) flanged connection design compliant with ASME B16.5 standards. Flanged connections provide a secure, leak-proof interface, allowing for easy assembly and disassembly during maintenance or system upgrades, even in high-pressure 1500LB service. The standardized flange dimensions, bolt patterns, and raised face finish ensure interoperability with global high-pressure piping systems, reducing installation time and costs while ensuring compatibility with existing infrastructure. The RF face design provides a reliable gasket seal, even under extreme pressure conditions, further enhancing the valve’s leak-tight performance in critical high-pressure applications.
Actuation is delivered by a heavy-duty gear operator, designed to provide mechanical advantage for smooth, torque-controlled valve positioning in high-pressure applications. The gear box reduces the force required to operate the valve by up to 80%, enabling manual control even in 1500LB high-pressure systems where direct manual operation would be impractical. The integrated handwheel features a positive-locking mechanism to prevent accidental operation, ensuring the valve remains in the desired position even under vibration or external forces. The ergonomic design of the handwheel reduces operator fatigue during frequent adjustments, while the compact footprint ensures compatibility with space-constrained installations. A visual position indicator is integrated into the gear operator assembly, providing clear, at-a-glance confirmation of the valve’s open/closed status, reducing the risk of operator error and enhancing operational safety.
API 6D ASME B16.34 API 607 CE 3” 1500LB F22 Alloy Steel Body 304 Stainless Steel Seat Hard Seated RF Flanged Gear Operated Double Block and Bleed (DBB) Trunnion Mounted Ball Valve
At the core of the valve’s functionality is the double block and bleed (DBB) design, which enables simultaneous isolation of fluid flow from both upstream and downstream sources, while providing a dedicated bleed port to vent trapped pressure or fluid between the two isolation points. This eliminates the need for multiple valves to achieve isolation and bleed-down, reducing system complexity, installation costs, and potential leak points by up to 60% compared to traditional three-valve manifold systems. The DBB design is critical for maintenance scenarios, allowing technicians to safely depressurize and drain sections of the pipeline without risk of cross-contamination or fluid release, enhancing workplace safety and compliance with industry safety regulations such as API RP 6D and OSHA standards. The valve also incorporates a trunnion mounted ball design, which supports the spherical ball on precision-machined upper and lower trunnions, eliminating the risk of ball displacement under high line pressure—a common limitation of floating ball valves. This design distributes hydraulic forces evenly across the trunnion bearings and seat assemblies, ensuring consistent sealing performance regardless of pressure fluctuations and extending the service life of internal components by minimizing friction and wear.
II. Design Features & Functional Advantages
The TIANYU 3” 1500LB DBB trunnion mounted ball valve incorporates innovative design elements that elevate its performance, safety, and operational efficiency beyond conventional isolation valves, addressing the unique challenges of high-pressure, critical-service industrial fluid control applications.
At the core of its design excellence is the DBB functionality, which redefines safety and efficiency in high-pressure pipeline maintenance. Unlike traditional isolation valves, which require separate valves to block flow and vent trapped pressure, the DBB design integrates two independent trunnion mounted ball valves and a central bleed valve into a single compact unit. This configuration allows technicians to block flow from both upstream and downstream directions, then open the bleed valve to safely vent trapped pressure and fluid between the two isolation points. This eliminates the risk of cross-contamination, fluid release, or pressure buildup during maintenance, enhancing workplace safety and reducing downtime by up to 70% compared to traditional three-valve manifold systems. The DBB design also minimizes the number of potential leak points, improving overall system reliability and reducing maintenance costs by eliminating the need for multiple valve inspections and repairs.
The trunnion mounted ball design, a defining feature of this valve, supports the spherical ball on precision-machined upper and lower trunnions, reducing friction and wear between the ball and seats. This design distributes the fluid pressure evenly across the trunnions, eliminating the risk of ball displacement under 1500LB high pressure and ensuring consistent sealing performance over thousands of cycles. Unlike floating ball valves, which rely on fluid pressure to seat the ball, the trunnion mounted design maintains a constant seal regardless of pressure fluctuations, enhancing reliability in critical isolation applications. The precision-machined trunnions are fitted with anti-friction bearings, reducing operating torque and enabling smooth, effortless actuation via the gear operator—even in 1500LB high-pressure service—while minimizing wear on the trunnion and body bore surfaces.
The hard-seated design, utilizing 304 stainless steel seats, delivers exceptional durability and sealing performance in harsh high-temperature, high-pressure operating conditions. The 304 stainless steel seats are precision-machined to a surface finish of Ra ≤ 0.8 μm, ensuring a tight, metal-to-metal seal with the spherical ball. The spring-loaded seat design maintains constant contact between the ball and seats, compensating for thermal expansion, contraction, and wear over time to ensure a consistent seal throughout the valve’s service life. The metal-to-metal seal maintains integrity even at high temperatures up to 427°C (800°F) and high pressures up to 25.86 MPa, ensuring compliance with ANSI/FCI Class IV leakage standards. This hard-seated design also provides fire-safe functionality compliant with API 607 and API 6FA standards, as the metal-to-metal seal remains intact in the event of a fire, preventing the release of flammable or hazardous fluids and minimizing fire propagation.
The F22 alloy steel body is engineered for extreme high-pressure and high-temperature service, with a robust, forged construction that enhances material density and mechanical properties. The forging process eliminates internal defects such as porosity or inclusions, which could compromise structural integrity in 1500LB high-pressure applications. The body’s streamlined internal geometry minimizes pressure drop and turbulence, optimizing flow efficiency and reducing energy consumption in high-throughput systems. The body’s robust construction, combined with the F22 alloy steel material, enables it to withstand external loads, including mechanical stress and vibration, making it suitable for harsh industrial environments such as refineries, offshore platforms, and high-pressure pipeline compressor stations. The bolted body and bonnet design allows for easy access to internal components, simplifying maintenance and component replacement without removing the valve from the pipeline—critical for high-pressure systems where downtime is costly and access is limited.
The gear operator is engineered for precise control and reliability in high-pressure applications, featuring a heavy-duty gear box with precision-machined gears that reduce operating torque by up to 80%, enabling a single operator to actuate the valve with minimal effort. The gear operator includes a positive-locking handwheel to prevent accidental operation, a visual position indicator (open/closed) with clear markings, and a grease fitting for easy lubrication of the gear train and trunnion bearings. The gear box is also designed with a weatherproof enclosure, protecting internal components from dust, moisture, and corrosion in harsh outdoor and offshore environments. The visual position indicator provides clear, at-a-glance confirmation of the valve’s open/closed status, reducing the risk of operator error and enhancing operational safety in critical high-pressure systems.
Safety and environmental protection are integrated into every design detail, starting with the anti-blowout stem design. The stem is machined with a circumferential groove that engages with a retaining ring in the body bore, preventing the stem from being ejected from the body even if the primary packing seal fails under high pressure—eliminating a major safety hazard in high-pressure pipeline systems. The multi-layer stem packing system features graphite V-rings with stainless steel backup rings, providing a low-friction seal that eliminates fugitive emissions and meets ISO 15848-1 (TA-Luft) and EPA Method 21 requirements for low-emission valves. The packing gland is live-loaded with Belleville washers, maintaining constant packing compression even as the packing settles or wears, ensuring long-term emission control without the need for frequent re-tightening. The valve also incorporates a bleed port with a threaded connection, allowing for the installation of a pressure gauge, relief valve, or drain line, enabling continuous monitoring of trapped pressure between the two isolation points and controlled bleed-down of fluid during maintenance.
The valve’s modular design enables easy maintenance and component replacement, with the seats, ball, and stem accessible without removing the valve from the pipeline. This reduces downtime and maintenance costs, making it an ideal choice for critical high-pressure pipeline systems where operational continuity is essential. The bleed valve is also modular, allowing for easy replacement without disassembling the main valve, further enhancing the valve’s maintainability and service life. The valve is also engineered with a full-bore flow path, ensuring unobstructed fluid flow and minimizing pressure drop, which is critical for high-pressure systems where energy efficiency and flow optimization are key priorities.
III. Manufacturing Process & Quality Assurance
The production of the TIANYU 3” 1500LB DBB trunnion mounted ball valve adheres to the most rigorous manufacturing processes and quality control protocols in the industry, aligning with API 6D, ASME B16.34, API 607, and ISO 9001:2015 standards to ensure every valve meets or exceeds design specifications and global industry requirements. From raw material procurement to final factory testing, every step of the manufacturing process is controlled and documented, with a focus on precision, consistency, and reliability—critical for a valve designed for 1500LB high-pressure, critical-service applications.
Raw Material Procurement & Inspection
Raw materials for the valve—F22 alloy steel billets and 304 stainless steel billets—are sourced exclusively from approved, ISO 9001-certified suppliers with a proven track record of producing high-quality materials for the oil and gas and petrochemical industries. All raw materials are accompanied by a mill test certificate (MTC) that verifies chemical composition, mechanical properties, and compliance with ASTM A182 (for F22) and ASTM A240 (for 304 stainless steel). Upon receipt, the raw materials undergo rigorous incoming inspection in TIANYU’s state-of-the-art quality control laboratory, including:
Chemical composition analysis via optical emission spectroscopy (OES) to verify compliance with ASTM standards, ensuring the F22 alloy contains the correct chromium and molybdenum content for high-temperature strength;
Mechanical property testing (tensile strength, yield strength, elongation, hardness) via universal testing machine (UTM) and Brinell hardness tester, verifying the material’s ability to withstand 1500LB high pressure and high temperatures;
Non-destructive testing (NDT) including ultrasonic testing (UT) and magnetic particle testing (MPT) to detect internal and surface defects, ensuring no material flaws that could compromise structural integrity;
For 304 stainless steel, additional testing to verify corrosion resistance and compliance with NACE MR0175 standards for sour service applications.
Any raw material that fails to meet the specified requirements is rejected and returned to the supplier, ensuring only high-quality materials are used in production.
Body & Ball Fabrication
The valve body and bonnet are manufactured using a hot-forging process, where F22 alloy steel billets are heated to high temperatures (1150-1250°C) and shaped under extreme pressure using precision dies. This process enhances material density, eliminates internal defects such as porosity or inclusions, and improves mechanical properties, including tensile strength, impact resistance, and creep resistance—critical for 1500LB high-pressure, high-temperature service. After forging, the body undergoes heat treatment, including normalization and tempering, to refine its microstructure and relieve internal stresses, ensuring consistent performance across the component. The body is then machined to precise dimensions using CNC lathes and milling machines, with critical surfaces such as the ball cavity, trunnion bearing bores, stem bore, and flange faces finished to a roughness of Ra ≤ 3.2 μm to ensure proper sealing and alignment.
The 304 stainless steel ball is manufactured using a precision forging process, followed by CNC turning and milling to achieve the required spherical shape and dimensional accuracy. The ball is then lapped and polished to a surface finish of Ra ≤ 0.8 μm, ensuring optimal sealing performance with the 304 stainless steel seat assembly. After machining, the ball undergoes solution annealing heat treatment (1040-1100°C) followed by rapid quenching, which refines the microstructure and enhances corrosion resistance. The trunnions are machined from F22 alloy steel billets, ensuring compatibility with the valve’s high-pressure requirements and providing exceptional strength and rigidity.
Seat & Stem Production
The 304 stainless steel seats are fabricated from precision-machined 304 stainless steel billets, with the sealing surface lapped and polished to a roughness of Ra ≤ 0.8 μm to ensure a tight, metal-to-metal seal with the ball. The seats are fitted with high-performance stainless steel springs, which maintain constant contact between the seat and ball, compensating for thermal expansion, contraction, and wear over time. The stem is machined from F22 alloy steel billets using CNC lathes, with critical surfaces such as the sealing area and thread finished to tight tolerances to ensure compatibility with the packing system and ball connection. The stem is also machined with an anti-blowout groove, ensuring compliance with safety standards and preventing stem ejection under high pressure.
Assembly & Testing
The valve assembly process is conducted in a controlled, clean environment to prevent contamination of internal components, with skilled technicians following detailed, step-by-step assembly work instructions that align with API 6D and ISO 9001 standards. The assembly process is highly structured, with each step verified and documented to ensure quality and traceability:
The body is mounted on a precision assembly fixture to ensure alignment of all internal components;
The lower trunnion bearing is installed in the body bore, with a high-performance anti-friction grease applied to reduce wear;
The two 304 stainless steel balls are lowered into the body, with the lower trunnions seated in the lower bearings;
The pre-loaded 304 stainless steel seat assemblies (upstream and downstream for each ball) are installed into the body seat pockets, with the seat springs compressed to ensure constant contact with the balls;
The upper trunnion bearings are installed, and the stems are inserted through the bonnet packing and connected to the balls’ upper trunnions via a square drive or keyed connection;
The bonnet is bolted to the body using high-strength alloy steel bolts (ASTM A193 B7) torqued to the specified value using a calibrated torque wrench, ensuring uniform bolt load and a secure seal;
The stem packing system is installed, with the packing gland torqued to the specified value to eliminate fugitive emissions;
The gear operators are mounted to the valve, and the stems are connected to the actuator drive shafts;
The visual position indicators are calibrated to align with the balls’ open/closed positions, and all moving parts are lubricated with a high-performance, high-temperature grease compatible with the valve’s materials;
The bleed valve assembly is installed and connected to the central cavity between the two isolation balls, ensuring proper DBB functionality.
During assembly, critical dimensions and clearances are verified using precision measurement tools, including coordinate measuring machines (CMMs), dial indicators, and calipers, to ensure compliance with design specifications.
Factory Testing & Certification
Before leaving the factory, every TIANYU 3” 1500LB DBB trunnion mounted ball valve undergoes a comprehensive series of performance tests in accordance with API 6D, API 598, API 607, and ISO 5208 standards, with all test results documented in a factory test certificate (FTC) provided with each valve. The testing program includes:
Shell Test: A hydrostatic pressure test conducted at 1.5 times the rated 1500LB pressure (38.79 MPa) for a minimum of 30 seconds, to verify the body’s structural integrity and no visible leakage or deformation;
Seat Test (Hydrostatic): A hydrostatic pressure test of the seat assemblies at 1.1 times the rated pressure for both upstream and downstream flow directions, to verify compliance with ANSI/FCI Class IV leakage standards;
Seat Test (Pneumatic): A pneumatic pressure test at 0.69 MPa (100 PSI) to verify the metal-to-metal seal’s integrity in low-pressure applications;
DBB Function Test: A functional test to verify the double block and bleed functionality, ensuring the two isolation balls can be closed independently and the bleed valve can safely vent trapped pressure;
Operational Test: A functional test of the gear operator to verify smooth opening and closing, accurate position indication, and positive locking;
Fugitive Emission Test: A test of the stem packing system in accordance with ISO 15848-1, to verify emissions are below the specified limit (≤ 100 ppm for Class A);
Fire-Safe Test: A third-party fire test in accordance with API 607 and API 6FA to verify the metal-to-metal seal maintains integrity after fire exposure;
NACE MR0175 Compliance Test: A series of tests to verify compliance with NACE MR0175, including sulfide stress cracking (SSC) testing for sour service applications.
Only valves that pass all tests are certified and released for shipment, with the FTC including all test results, material certifications, and compliance standards for full traceability.
Quality Management System
TIANYU maintains a certified quality management system (QMS) compliant with ISO 9001:2015 and API Q1, the oil and gas industry’s premier quality standard for manufacturing facilities. The QMS covers all aspects of the manufacturing process, from raw material procurement to final delivery, with a focus on continuous improvement, customer satisfaction, and compliance with global industry standards. The QMS is supported by a team of experienced quality assurance (QA) engineers who conduct regular internal audits, process reviews, and supplier audits to ensure compliance, and a document control system that maintains all manufacturing, testing, and certification records for a minimum of 7 years—meeting the traceability requirements of the oil and gas industry.
IV. Application Scenarios & Industry Relevance
The TIANYU 3” 1500LB DBB trunnion mounted ball valve is a versatile, high-performance fluid control solution designed to meet the demands of a wide range of industrial applications, with a particular focus on oil and gas (upstream, midstream, downstream), petrochemical, refining, and power generation—where high-pressure reliability, zero leakage, and safety are critical. Its robust design, premium materials, and compliance with global industry standards make it a trusted choice for critical pipeline systems where operational safety, environmental protection, and minimal downtime are non-negotiable.
Oil & Gas Upstream (Exploration & Production)
In oil and gas upstream applications, including onshore and offshore drilling, wellhead control, and production facilities, the valve is used for isolation and shutoff of high-pressure production lines, flow lines, and wellhead manifolds. The 3” size is ideal for medium-flow production systems, while the 1500LB pressure rating handles the extreme high pressures common in wellhead and production applications (up to 25.86 MPa). NACE MR0175 compliance makes the valve suitable for sour gas production (H2S-containing gas), where sulfide stress cracking is a major risk, and the fire-safe design addresses the fire hazard inherent in drilling and production operations. The DBB functionality ensures safe depressurization of pipeline sections, reducing the risk of hydrocarbon release and environmental contamination, while the trunnion mounted design’s bi-directional sealing and low operating torque make it ideal for remote offshore platforms where manual actuation or limited actuator power is available.
Oil & Gas Midstream (Transmission & Storage)
In the midstream oil and gas sector, including high-pressure natural gas pipelines, crude oil transmission lines, and compressor stations, the valve is used for mainline isolation, block valve stations, and storage tank inlet/outlet control. The 3” size is ideal for medium-flow transmission pipelines, and the 1500LB pressure rating is well-suited for high-pressure pipeline operating pressures. The valve’s hard-seated, fire-safe design enhances safety in block valve stations and compressor stations, while the 304 stainless steel seats’ corrosion resistance ensures compatibility with crude oil, natural gas, and produced water. The DBB design eliminates the need for multiple valves, reducing system complexity and leak points, and the gear operator enables easy on-site operation, while the visual position indicator reduces the risk of operator error, making it suitable for remote pipeline locations.
Oil & Gas Downstream (Refining & Petrochemical)
In oil and gas downstream applications, including petroleum refineries, petrochemical plants, and hydroprocessing units, the valve is used for isolation and control of high-pressure process lines, reactor feed lines, and product transfer lines. The F22 alloy steel body’s high-temperature strength and creep resistance make it suitable for refinery hydroprocessing and high-temperature process applications, while the 304 stainless steel seats resist corrosion from hydrocarbons, acids, and other process fluids. The 1500LB pressure rating handles the extreme high pressures of refinery and petrochemical processing, and the hard-seated design withstands high temperatures up to 427°C, ensuring reliable sealing performance even in extreme conditions. The DBB design allows for controlled bleed-down of trapped fluid, preventing cross-contamination between process streams and ensuring compliance with environmental regulations, while the trunnion mounted design’s reliable sealing under pressure transients ensures consistent performance in continuous process systems.
Power Generation
In power generation facilities, including thermal power plants (coal, natural gas), combined cycle power plants, and nuclear power plants (non-nuclear service), the valve is used for isolation and control of high-pressure steam lines, feedwater systems, and fuel gas lines. The F22 alloy steel body’s high-temperature stability and 304 stainless steel seats’ corrosion resistance ensure compatibility with steam and feedwater, while the hard-seated design maintains a tight seal even at high temperatures. The 1500LB pressure rating handles the extreme high pressures of steam and feedwater systems, and the DBB design allows for safe depressurization of pipeline sections during maintenance, reducing the risk of equipment damage and ensuring operational safety. The gear operator enables precise control, while the fire-safe feature enhances safety in boiler and turbine areas.
Offshore & Marine Applications
In offshore and marine applications, including FPSOs (Floating Production Storage and Offloading units), offshore platforms, and subsea pipeline systems, the valve is used to isolate critical systems such as high-pressure production lines, firewater lines, fuel transfer systems, and hydraulic control lines. The F22 alloy steel body resists corrosion from saltwater and marine atmospheres, while the fire-safe design enhances safety in high-risk offshore environments. The compact 3” size is suitable for installation in space-constrained offshore modules, while the DBB design enables safe depressurization of pipeline sections during maintenance, minimizing downtime and ensuring operational continuity. The gear operator is suitable for installation in offshore environments, with a weatherproof enclosure protecting internal components from saltwater and moisture.
The TIANYU 3” 1500LB DBB trunnion mounted ball valve is a premium high-pressure fluid control solution engineered for critical industrial applications, blending F22 alloy steel’s high-temperature strength with 304 stainless steel’s corrosion resistance and hard-seated durability. Its DBB design eliminates leak points and simplifies maintenance, while the trunnion mounted configuration ensures reliable sealing under extreme pressure. Certified to API 6D, ASME, API 607, and CE standards, and backed by ISO 9001/API Q1 quality assurance, it excels in oil and gas, refining, and power generation, delivering uncompromising safety, regulatory compliance, and long-term value for high-pressure critical service systems worldwide.
API 609 ASME B16.34 CE DN100 150LB WCB Body Cr13 Seat Wafer Type Metal Hard Seal Single Plate Check Valve Product Overview In modern industrial fluid …