TIANYU Class 150 DN300-DN1000 WCB Carbon Steel Full Welded Trunnion-Mounted Ball Valve: Worm Gear Operated Soft-Sealed Flow Control Solution for Large-Diameter Industrial Pipelines
I. Product Overview
TIANYU Class 150 DN300-DN1000 WCB carbon steel full welded trunnion-mounted ball valve is a high-reliability flow control device engineered specifically for large-diameter industrial pipeline systems. As a core product in the industrial valve category, it adopts a trunnion-mounted (fixed) ball structure and full welded body design, combined with worm gear manual operation and soft sealing technology. This integration ensures exceptional sealing performance, structural stability, and operational efficiency in high-flow, medium-pressure applications.
Crafted from WCB cast carbon steel (ASTM A216), the valve delivers excellent mechanical strength and temperature adaptability, making it suitable for media temperatures ranging from -29℃ to 300℃. It complies with international standards such as API 6D (pipeline valve standard), API 598 (testing and inspection standard), and ASME B16.34 (valve pressure-temperature rating standard), meeting the strict requirements of global industrial projects.
Designed for nominal diameters spanning DN300 to DN1000 (12-inch to 40-inch) and a pressure rating of Class 150 (PN16), this valve excels in scenarios requiring large flow capacity and reliable shut-off—including municipal water supply and drainage, petroleum refining, chemical processing, power generation, and long-distance pipeline transportation. Its full welded structure eliminates potential leakage points associated with flange connections, while the trunnion-mounted design ensures stable operation even under pressure fluctuations, making it a preferred choice for critical industrial pipeline systems.
II. Key Attribute Specifications
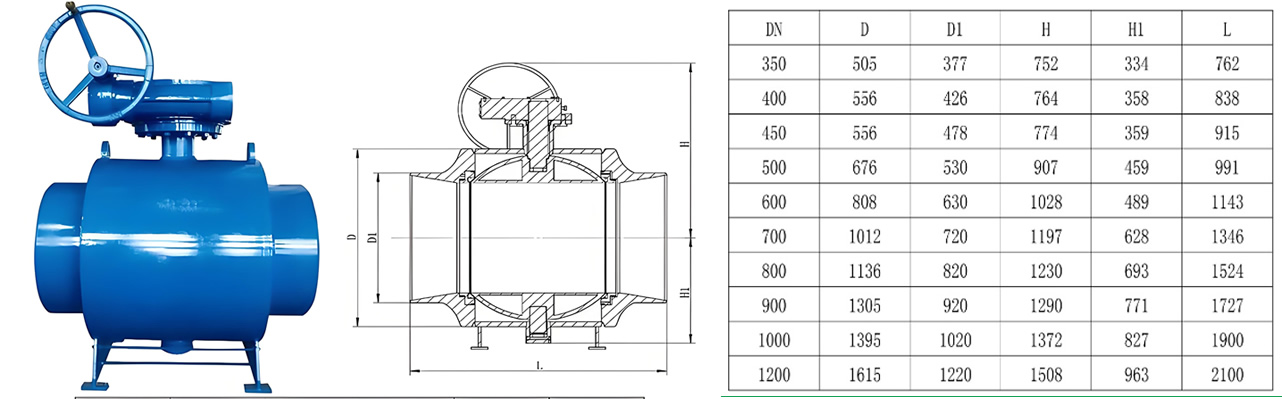
A. Dimensional & Pressure Parameters
Nominal Diameter (Port Size): DN300 to DN1000 (12-inch to 40-inch), covering the core range of large-diameter industrial pipelines. The full-port design minimizes flow resistance, ensuring a flow coefficient (Cv) of up to 5000 for DN1000 models, which meets the high-flow demands of municipal water mains and industrial process lines.
Pressure Rating: Class 150 (PN16, 1.6MPa working pressure) as standard, with optional upgrades to Class 300 (PN40) and Class 600 (PN100) for high-pressure applications. Hydrostatic test pressure adheres to API 598 standards: 1.5×rated pressure (2.4MPa for Class 150) for the valve shell and 1.1×rated pressure (1.76MPa for Class 150) for the seat, ensuring structural integrity and sealing reliability.
Temperature Range: -29℃ to 300℃, enabled by WCB carbon steel’s thermal stability and soft sealing materials. This range covers most ambient, medium-temperature, and moderately high-temperature industrial media, from chilled water to hot oil and saturated steam.
B. Material Composition
Valve Body & Bonnet: WCB cast carbon steel (ASTM A216), featuring a tensile strength of 485-655MPa and yield strength ≥240MPa. Post-casting normalization heat treatment (890-950℃ air cooling) relieves internal stresses, preventing deformation under thermal cycling. For corrosive environments, optional materials include 304/316 stainless steel (CF8/CF8M) and alloy steel (WC6/WC9).
Ball & Trunnions: 1045 carbon steel (standard) with chrome plating (hardness ≥60 HRC) for wear resistance; optional 304/316 stainless steel for enhanced corrosion resistance. The trunnions are integrated with the ball and supported by bronze bearings, ensuring smooth rotation under high pressure.
Sealing System: Soft sealing based on PTFE (polytetrafluoroethylene) or reinforced PTFE (RPTFE), offering chemical inertness and bubble-tight sealing. PTFE operates within -29℃ to 200℃, while RPTFE extends the upper temperature limit to 260℃ and improves mechanical strength.
Worm Gear & Stem: Worm gear box housing made of cast iron (HT200) with precision-machined steel worm and bronze worm wheel, ensuring high transmission efficiency. The stem is crafted from 2Cr13 stainless steel, polished to reduce friction and prevent media leakage along the stem.
C. Connection & Operational Features
Connection Type: Full welded (butt weld), complying with ASME B16.25 standards. The welded joint forms a monolithic structure with the pipeline, eliminating gasket-related leakage risks and enhancing structural stability—ideal for buried or high-vibration pipeline systems.
Operation Mode: Worm gear manual operation. The gear reduction design reduces operating torque by 60-70%, allowing a single operator to fully open/close DN1000 Class 150 valves with a torque of ≤1500 N·m. The handwheel is equipped with a position indicator for clear operational status.
Leakage Class: ANSI/FCI Class VI (soft seal), achieving “zero leakage” performance (≤0.1×DN mm³/min leakage) for clean media such as water, oil, and natural gas. This meets the strict sealing requirements of energy-saving and environmental protection standards.
Safety Features: Built-in electrostatic discharge device connects the ball, stem, and body to prevent static buildup and potential sparks. Optional fire-safe design (API 607) provides secondary metal-to-metal sealing in case of soft seal damage due to fire.
D. Certifications & Compliance
Core certifications include API 6D (pipeline valve standard), ISO 9001 (quality management system), and CE (EU safety compliance).
Optional certifications cover NACE MR0175 (for sour service with H₂S-containing media) and ISO 15848 (low-emission standards for toxic or flammable media).
Dimensional compliance with ASME B16.10 (face-to-face dimensions) and MSS SP-25 (product marking).
III. Feature Description
A. Full Welded Structure: Leak-Tight Integrity for Critical Pipelines
The full welded design replaces traditional flange connections with butt welds between the valve body and pipeline. This eliminates flange gaskets, which are prone to leakage under thermal cycling, pressure fluctuations, or long-term use. In buried pipeline applications (e.g., municipal gas mains), the welded structure also prevents soil corrosion from seeping into connection points, extending the valve’s service life by 30-50% compared to flanged valves.
The welded joints undergo non-destructive testing (NDT) including radiography and ultrasonic inspection to ensure no internal defects, meeting the strict leakage requirements of Class 150 large-diameter pipelines. For offshore or humid environments, the valve surface is coated with anti-corrosive epoxy paint, further enhancing durability.
B. Trunnion-Mounted Ball Design: Stability Under High Flow & Pressure
Unlike floating ball valves, where the ball relies on media pressure for sealing, the trunnion-mounted design supports the ball via upper and lower trunnions. This eliminates radial displacement of the ball under high flow rates (up to 10,000 m³/h for DN1000 models) and pressure fluctuations, reducing seat wear and ensuring consistent sealing performance over thousands of cycles.
The trunnion design also enables bidirectional sealing, a critical feature for long-distance pipelines where media flow may reverse (e.g., during pipeline pigging or system maintenance). The ball’s precision-machined spherical surface (Ra ≤0.8μm) ensures uniform contact with the soft seal, achieving ANSI/FCI Class VI leakage even at minimum operating pressure.
C. Worm Gear Drive: Efficient Operation for Large-Diameter Valves
Manual operation of large-diameter valves typically requires significant torque, but the integrated worm gear system reduces operating effort through precise gear reduction. The bronze worm wheel and steel worm offer high transmission efficiency (≥85%) and low backlash, ensuring smooth, jerk-free rotation. For DN1000 Class 150 valves, the operating torque is reduced to ≤1500 N·m, allowing one operator to complete a 90° open/close cycle in 8-12 turns.
The worm gear box is sealed with O-rings and equipped with a grease injection port for regular lubrication, maintaining operational efficiency even in harsh environments (e.g., dusty industrial sites or outdoor installations). The handwheel features an ergonomic design with anti-slip grooves, facilitating operation with gloves in low-temperature conditions.
D. Soft Sealing System: Zero Leakage & Chemical Compatibility
The PTFE/RPTFE soft seals provide exceptional sealing performance and chemical inertness. PTFE is resistant to most acids, alkalis, and organic solvents, making it suitable for media such as water, oil, natural gas, and mild chemicals. Reinforced PTFE adds glass fiber or carbon fiber to improve mechanical strength, preventing seal deformation under high pressure or temperature.
The seals are spring-loaded to compensate for thermal contraction and wear, ensuring consistent sealing pressure throughout the valve’s service life. In tests, the soft sealing system maintains ANSI/FCI Class VI leakage after 10,000 open-close cycles, outperforming industry averages for soft-sealed ball valves.
E. Safety Enhancements: Electrostatic Discharge & Optional Fire-Safe Design
The built-in electrostatic discharge device creates a conductive path between the ball, stem, and body, diverting static charges generated by friction between the ball and seal to the ground. This eliminates the risk of static sparks, which is critical for flammable media applications (e.g., gasoline or natural gas pipelines).
For high-risk industries such as oil refining or chemical processing, the optional fire-safe design (API 607) provides secondary protection. In the event of a fire that damages the soft seal, the metal seat and ball form a tight metal-to-metal seal, preventing media leakage and containing the fire within the pipeline system.
IV. Manufacturing Processes
A. Material Inspection & Preparation
WCB Carbon Steel Verification: Raw WCB billets undergo spectral analysis to confirm chemical composition (C: 0.25-0.35%, Mn: 0.60-1.00%) and ultrasonic testing (UT) to detect internal porosity or cracks. Mechanical testing (tensile, impact) ensures compliance with ASTM A216 standards, particularly impact toughness at -29℃.
Seal Material Testing: PTFE/RPTFE seals are tested for dimensional stability, compression set, and chemical resistance at extreme temperatures (-29℃ to 300℃) to ensure they retain sealing properties under operational conditions.
Worm Gear Component Inspection: Steel worm and bronze worm wheel blanks are inspected for material purity and machinability, with hardness testing (worm: ≥28 HRC, worm wheel: ≥150 HB) to ensure wear resistance.
B. Valve Body Welding & Heat Treatment
Full Welded Body Fabrication: The valve body is manufactured using precision butt welding technology. The body halves are cut from WCB steel plates using plasma cutting, then machined to ensure precise fit-up. Welding is performed via submerged arc welding (SAW) for high-quality, consistent welds, with continuous monitoring of welding parameters (current, voltage, speed) to prevent defects.
Post-Weld Heat Treatment (PWHT): Welded bodies undergo stress relief annealing at 600-650℃, held for 2-3 hours, then slow-cooled to room temperature. This process reduces residual welding stresses by 60-80%, preventing cracking under thermal cycling or pressure.
Non-Destructive Testing (NDT): Welded joints are inspected using radiography (RT) to detect internal defects and liquid penetrant testing (PT) to check for surface cracks. All welds must meet API 6D NDT requirements (Level II).
C. Precision Machining of Critical Components
Ball & Trunnions: The ball is CNC-turned to a spherical tolerance of ±0.02mm, then lapped to a surface roughness of Ra ≤0.8μm using diamond abrasives. Trunnions are integrated with the ball and ground to a diameter tolerance of h7 (±0.015mm) for smooth rotation in bronze bearings.
Valve Seat & Seal Pockets: Seat pockets are CNC-machined to match the ball’s curvature, with a surface roughness of Ra ≤1.6μm. The soft seals are precision-cut and pressed into the pockets, with spring-loading to ensure uniform sealing pressure.
Worm Gear Box Machining: The cast iron housing is CNC-machined to ensure precise alignment of the worm and worm wheel. Gear teeth are hobbing-machined to AGMA Class 8 precision, with a surface finish of Ra ≤1.6μm to reduce friction and backlash.
Stem Machining: The 2Cr13 stainless steel stem is turned, ground, and polished to a surface roughness of Ra ≤0.4μm, with a precision thread for connection to the worm gear and ball. A packing groove is machined to accommodate graphite-impregnated PTFE packing for stem sealing.
D. Assembly & Quality Testing
Component Assembly: The ball-trunnion assembly is inserted into the valve body, with bronze bearings installed to support the trunnions. The stem is connected to the ball and worm gear, with packing installed to prevent stem leakage. The worm gear box is mounted to the valve bonnet, aligned via laser to ensure 90° ball rotation with no binding.
Hydrostatic Testing: The valve is filled with water for shell and seat testing. The shell is pressurized to 2.4MPa (1.5×Class 150) for 30 minutes, with no leakage or deformation allowed. The seat is tested at 1.76MPa (1.1×Class 150) for 15 minutes, with leakage measured using a bubble counter to confirm ANSI/FCI Class VI compliance.
Operational Testing: The worm gear operation is tested to confirm torque ≤1500 N·m for DN1000 models. 100 open-close cycles are performed to verify smooth operation and consistent sealing. The position indicator is calibrated to ensure accurate alignment with the ball’s position (open/closed).
Final Inspection: Dimensional checks confirm compliance with ASME B16.10 and ASME B16.25 standards. Material traceability documents, test reports, and certification paperwork (API 6D, ISO 9001) are compiled for delivery.
Large Diameter WCB Carbon Steel Full Welded Trunnion-Mounted Ball Valve
V. Product Advantages
A. Superior Leak-Tightness & Structural Stability
The full welded structure eliminates flange gasket leakage points, a common failure mode in large-diameter flanged valves. In field tests, TIANYU’s welded valves showed zero leakage after 5 years of service in municipal water mains, while flanged valves required gasket replacement every 1-2 years. The trunnion-mounted design ensures stable operation under high flow rates and pressure fluctuations, reducing unplanned downtime by 40% compared to floating ball valves.
B. Cost-Effective & Low Maintenance
WCB carbon steel offers a cost-effective alternative to stainless steel or alloy steel, reducing upfront investment by 20-30% for non-corrosive media applications. The worm gear drive’s low operating torque eliminates the need for expensive electric or pneumatic actuators, further lowering installation costs. Minimal maintenance requirements—only annual lubrication of the worm gear and packing inspection—reduce lifecycle costs by 35% over 10 years.
C. Wide Temperature & Media Compatibility
The -29℃ to 300℃ temperature range and PTFE/RPTFE soft seals enable compatibility with diverse media, including water, oil, natural gas, steam, and mild chemicals. This versatility eliminates the need for multiple valve types in mixed-media systems, simplifying inventory management for industrial facilities. For corrosive media, optional 304/316 stainless steel construction extends the valve’s applicability to harsh chemical environments.
D. Compliance with Global Standards
API 6D certification ensures compatibility with international pipeline systems, facilitating cross-border projects (e.g., European gas pipelines or Middle Eastern oil refineries). ISO 9001 quality management system certification guarantees consistent manufacturing quality, while CE marking enables access to the EU market. Optional NACE MR0175 certification expands use in sour service applications, meeting the strict requirements of the oil and gas industry.
E. Safety & Environmental Compliance
The electrostatic discharge device and optional fire-safe design enhance operational safety in flammable or high-risk environments, reducing the risk of accidents and environmental incidents. ANSI/FCI Class VI leakage compliance minimizes media loss, supporting energy-saving and environmental protection goals. The valve’s long service life and recyclable materials align with sustainable development initiatives, reducing waste and carbon footprint.
VI. Product Applications
A. Municipal Water Supply & Drainage
Large-Diameter Water Mains: TIANYU’s DN300-DN1000 valves control flow in municipal water distribution networks. The full welded structure withstands soil corrosion and vibration, while the soft seal ensures zero leakage to conserve water. The worm gear drive simplifies operation for maintenance crews, even in remote locations.
Sewage Treatment Plants: The valve regulates flow in sewage collection and treatment lines. PTFE seals resist corrosion from organic matter and chemicals in sewage, maintaining sealing performance for 5+ years. The trunnion design handles high flow rates in main sewage pipelines, preventing blockages and ensuring efficient treatment.
B. Petroleum & Natural Gas Industry
Crude Oil Refineries: Used in crude oil distillation units and product pipelines, the valve controls flow of hot oil (up to 300℃) and refined products (e.g., gasoline, diesel). The optional fire-safe design and electrostatic discharge device enhance safety in flammable environments. API 6D compliance meets pipeline operator standards (e.g., ExxonMobil, Shell).
Long-Distance Gas Pipelines: Acts as isolation valves in natural gas transmission lines. The full welded structure is suitable for buried installation, with anti-corrosive coating resisting soil moisture and chemicals. Bidirectional sealing handles reverse flow during pipeline pigging, ensuring system integrity.
C. Chemical Processing
Basic Chemical Plants: Regulates flow of mild chemicals (e.g., ethylene, propylene) and solvents in polymerization processes. PTFE/RPTFE seals resist chemical attack, while WCB carbon steel handles high pressure (up to Class 600 optional). The valve’s zero leakage performance prevents product contamination and environmental pollution.
Pharmaceutical & Food Processing: For water, steam, and inert gas lines, the soft seal ensures clean, contamination-free flow. The valve’s smooth internal surfaces (Ra ≤0.8μm) prevent media buildup, meeting hygiene standards (e.g., FDA requirements for food contact surfaces).
D. Power Generation
Coal-Fired Power Plants: Controls flow of cooling water and steam in boiler auxiliary lines. WCB carbon steel’s high-temperature stability (up to 300℃) resists thermal stress, while the trunnion design handles high flow rates in cooling water systems. The worm gear drive’s low torque enables easy operation during maintenance shutdowns.
Nuclear Power Plants (Non-Radiation Zones): Used in secondary cooling systems, the valve’s structural stability and leak-tightness meet nuclear safety standards. Optional stainless steel construction resists corrosion from demineralized water, ensuring long-term reliability.
E. Steel & Metallurgy
Steel Mills: Regulates flow of water and steam in blast furnace cooling systems and rolling mill processes. The valve’s high flow capacity (up to 10,000 m³/h for DN1000) handles large cooling water demands, while the welded structure withstands vibration from mill equipment. PTFE seals resist scaling from mineral-rich cooling water, reducing maintenance frequency.
F. Port & Marine Facilities
Oil Terminals: Controls flow of crude oil and petroleum products in loading/unloading lines. The full welded structure resists saltwater corrosion (with optional anti-corrosive coating), while the electrostatic discharge device prevents static-related accidents. API 6D compliance meets marine industry standards for offshore and onshore terminals.
TIANYU Class 150 DN300-DN1000 WCB full welded trunnion-mounted ball valve: worm gear operated, soft-sealed, -29℃~300℃, ANSI Class VI leakage. Ideal for municipal, oil/gas, chemical, power sectors needing reliable large-diameter flow control. API 6D compliant, cost-effective, low maintenance, with superior leak-tightness.
Customize with 304/316 stainless steel body, RPTFE/PEEK seals, Class 300/600 pressure rating, fire-safe design (API 607), NACE MR0175 for sour service, or electric/pneumatic actuator. Tailor to your media, pressure, temperature, and installation requirements.
API 6D ASME B16.34 CE DN200/DN300/DN400 PN80 LF2 Carbon Steel Body 321 Stainless Steel Ball Full Welded Manual Stem Hard Seated Ball Valve is a premium high-pressure fluid control solution engineered for critical industrial applications, blending LF2 carbon steel’s structural strength with 321 stainless steel’s corrosion resistance and Stellite 6 hard seats’ durability. Its full welded design eliminates leak points, while the manual light stem ensures precise, reliable operation. Certified to API 6D, ASME, and CE standards, and backed by ISO 9001/API Q1 quality assurance, it excels in oil and gas transmission, petrochemical refining, and power generation. Fire-safe, low-emission, and maintainable, it delivers zero-leakage performance, regulatory compliance, and long-term value for large-flow, high-pressure pipeline systems worldwide.